氧化鋯陶瓷因其莫氏硬度達9級、耐高溫、生物相容性優異等特性,廣泛應用于牙科修復體、航空航天部件及半導體領域。但其高脆性導致傳統加工工藝面臨崩邊、裂紋、效率低等瓶頸。庫維科技KD700水導激光加工中心通過創新技術,實現了氧化鋯陶瓷的高效精密加工,為行業提供了突破性解決方案。
一、技術難點與行業痛點
1、材料特性?
氧化鋯陶瓷的超高硬度(僅次于金剛石)和脆性使其對加工應力極為敏感。傳統機械加工中,刀具磨損快,易引發崩邊(崩邊率高達15%);而干式激光加工因熱影響區(HAZ)導致微裂紋擴展,影響材料力學性能。
2、表面質量要求?
醫療領域對氧化鋯陶瓷的粗糙度(Ra)要求小于1μm,且需避免表面重熔層殘留,以防止細菌粘附和細胞毒性。傳統工藝的Ra值普遍在2.8μm以上,需額外拋光工序,增加成本與時間成本。
3、量產效率瓶頸?
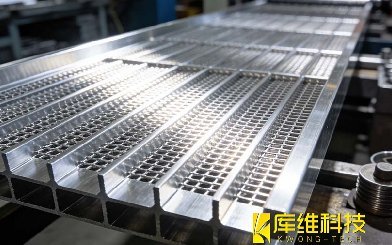
復雜結構件(如多孔牙冠)的加工需頻繁換刀、調整參數,導致單件加工周期長,難以滿足規模化生產需求。
二、水導激光解決方案
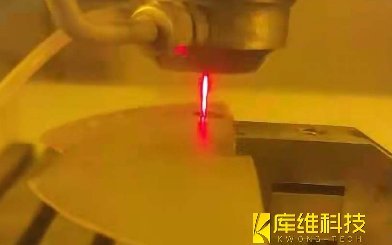
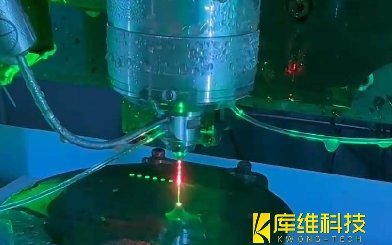
庫維科技KD700采用水導激光技術,將1064nm紅外激光耦合至150MPa高壓水射流中(噴嘴直徑30-80μm),通過全內反射實現激光能量精準傳輸。核心優勢包括:
-
冷加工模式:水流持續冷卻加工區,抑制熱影響(HAZ寬度<10μm),避免材料相變與裂紋生成。
-
無接觸加工:水射流替代傳統刀具,消除機械應力,崩邊率降至0.5%以下。
-
高精度耦合:定位精度±2μm,重復定位精度±0.5μm,確保微米級結構加工的穩定與一致性。
工藝參數配置:
|
參數 |
數值/配置 |
作用機理 |
|
激光波長 |
1064nm |
紅外光高效吸收,適配陶瓷特性 |
|
激光功率 |
500W(脈沖) |
平衡加工效率與熱損傷 |
|
脈沖寬度 |
100ns |
瞬時能量釋放,減少熱累積 |
|
水射流壓力 |
150MPa |
穩定導光與碎屑沖刷 |
|
切割速度 |
100-300mm/s |
適配不同厚度與結構復雜度 |
三、性能突破與實測數據
1、表面完整性
水導激光加工后,牙冠表面粗糙度(Ra值)從傳統工藝的2.8μm降至0.4μm,表面無微裂紋(顯微鏡下觀測無崩邊)。切割邊緣垂直度誤差<1°,亞表面損傷層厚度小于1μm,顯著提升材料力學性能。
2、量產效率
單顆牙冠加工時間縮短至3分鐘,良品率提升至99%,減少返工與材料損耗。
3、生物相容性
表面粗糙度降低使細菌粘附率減少70%,符合ISO 7405細胞毒性標準。臨床反饋顯示,患者術后牙齦紅腫率下降40%,修復體使用壽命延長至10年以上。
4、應用案例
廣州DH口腔醫療企業應用實錄:
需求:生產氧化鋯牙冠,要求Ra≤0.5μm、邊緣無崩損、日產能2000顆。
解決方案:采用KD700水導激光設備,優化切割路徑與脈沖參數,實現全自動上下料與在線檢測。
成果:
-
表面粗糙度穩定在0.4μm,無需二次拋光;
-
良品率99.2%,單顆加工成本降低40%;
水導激光設備通過“冷加工+高精度”雙核驅動,解決了氧化鋯陶瓷加工的行業痛點,為醫療、半導體等高端領域提供了高效、綠色的制造范式。